


當前,鋼鐵工業正在全面實施面向未來的綠色低碳轉型計劃,技術創新和產業變革加速前行,不斷推出新產品、新技術、新流程、新業態。酸洗作為冷軋前的關鍵工藝,一直是環保關注的重點環節。成熟的傳統化學酸洗工藝采用鹽酸或硫酸介質,產生的酸霧、含酸廢水排放對環境造成了較大的污染和破壞,且嚴重腐蝕廠房,其配套的酸再生和廢水處理廠,投資成本及運行成本也較高。近年來,國內外不斷探索替代酸洗工藝的綠色環保除磷工藝,高壓水除鱗、拋丸除鱗、激光除鱗、等離子除鱗等技術先后問世,但是除鱗不干凈、能耗高、生產效率低等通病仍待解決。
中冶京誠緊跟技術發展方向,吸收國內外無酸除鱗生產線的優點,高效集成先進的濕式拋砂除鱗單元技術,研發推出濕式拋砂除鱗工藝,并先后在江西新余、鞍鋼成功投用,實現了板卷的批量化生產。
濕式拋砂除鱗技術利用鋼砂和水的混合物經過拋砂設備高速拋射到帶鋼表面,去除帶鋼的氧化鐵皮,替代鹽酸酸洗環節,所用介質全部循環利用,不產生廢酸、廢水和廢氣,對環境沒有污染和破壞。
所生產帶鋼表面更為光潔,板面一致性更好,且在帶鋼表面形成一層薄的鈍化層,具有更強的耐腐蝕性能(見圖1)。同時鋼砂噴射到帶鋼表面只產生微弱的加工硬化,對下游冷軋沒有影響,產品范圍可以完全覆蓋傳統化學酸洗產品。特別對常規酸洗機組不容易處理的特殊鋼種(優鋼、工具鋼、高強鋼、硅鋼等)來說,此項技術更具有明顯優勢。
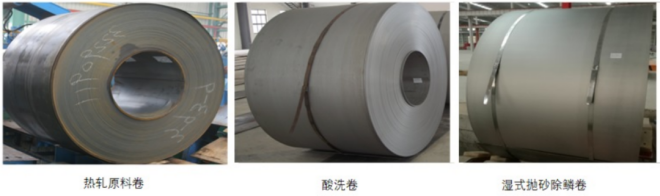
圖1 酸洗和濕式拋砂除鱗后帶鋼表面對比
中冶京誠濕式拋砂除鱗工藝,帶鋼表面質量優異,機組不產生廢水、廢氣,在保證產品質量的前提下,大大降低了生產線的投資成本,同時針對國內外無酸除鱗技術存在的一些問題,提出了提高產品質量及機組作業率的解決方案,具有以下特點:
?。?)解決了3mm以下薄帶鋼和6mm以上厚帶鋼穿帶難的問題。
? 提出了更適合每卷穿帶、帶鋼厚度(2~12.7mm)規格變化大的生產工藝路線,提高20%的機組作業率;相同數量的工藝單元,機組產能提高30%以上。
?。?)具有比較優異的產品表面質量解決方案。
? 機組配備了自主研發的濕式破鱗拉矯機和矯平機進行機械除鱗及矯正板形,經過破鱗拉矯機及矯平機的高效機械除鱗,能輔助去除帶鋼表面20%~30%的氧化鐵皮,提高了機組的生產速度;
? 雙矯正板形技術,有效改善了來料的板形,平整度可小于6I;
? 高效的鋼砂清洗技術,避免了鋼砂在帶鋼表面的殘留,提高了帶鋼表面光潔度。
?。?)機組具有能夠生產最厚12.7mm,最寬1850mm鋼卷的能力。
? 機組配置了自主研發的大張力卷取機;
? 可以剪切12.7mm高強鋼的橫切剪;
? 矯直力可達350t的矯平機等關鍵設備,使機組比國內外公司同類生產線的產品范圍更寬,能力更強。
已投用的鞍鋼濕式拋砂除鱗無酸機組,主要生產汽車大梁鋼、集裝箱板等高端產品,經過濕式拋砂除鱗后的帶鋼表面銀亮,毛化均勻,得到下游客戶的一致好評;經過生產經驗摸索,機組已達到設計的小時產能,成功為鞍鋼的綠色發展添磚加瓦。

目前,濕式拋砂除鱗工藝已申報多項關鍵設備及工藝技術專利,形成了具有中冶京誠特色的綠色化冷軋技術產品。未來,中冶京誠將會一如既往,為板帶冷軋處理線產品向綠色、環保、生產產品高附加值方向發展做出更大貢獻。